Welcome to Jiangsu DZX Factory.

Email:dlx@dlx-alloy.com Mobile/Whatsapp:+86 199 0611 9641
Professional manufacturer of welding wires and spraying wires,over 22 years.
Welcome to Jiangsu DZX Factory.
Email:dlx@dlx-alloy.com Mobile/Whatsapp:+86 199 0611 9641
Professional manufacturer of welding wires and spraying wires,over 22 years.
Contact:Jason
Whatsapp:+8619906119641
Email:dlx@dlx-alloy.com
Add:NO.32 West Taihu Road, Xinbei District, Changzhou, Jiangsu,China
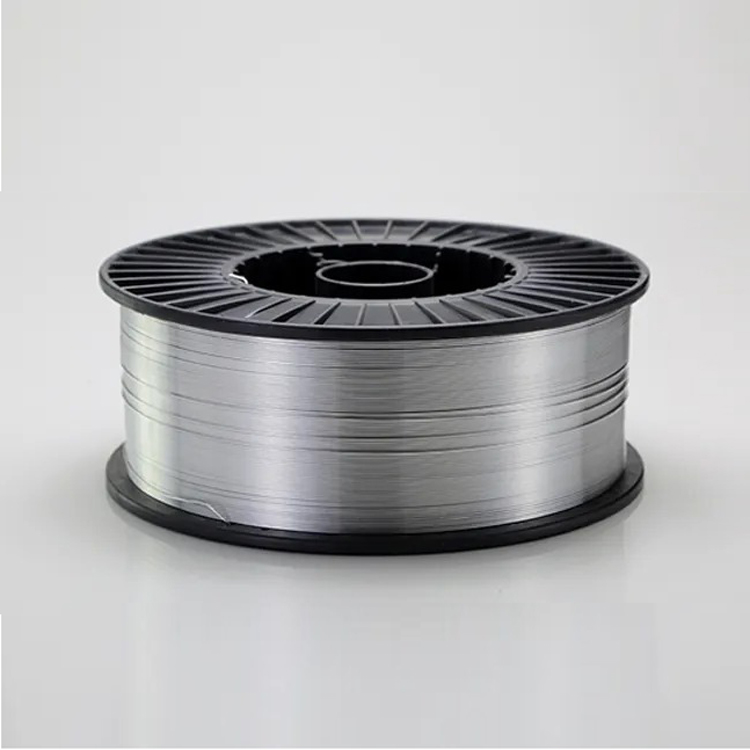
Aluminum welding wire

Product Details

Our ER5183 Aluminum TIG Wire is a game-changer for welders tackling high-stakes projects. Designed for TIG (Tungsten Inert Gas) welding, this aluminum-magnesium alloy wire, with about 5% magnesium and a touch of manganese, delivers top-notch strength and corrosion resistance. It’s the go-to choice for welding 5083 and 5654 aluminum alloys, especially when you need welds that can handle tough conditions like seawater or extreme cold. With a tensile strength of around 41,000 psi and a white post-anodizing finish for great color matching, this wire ensures your welds are not only strong but also look clean and professional. Whether you’re working on a ship hull or an aircraft frame, ER5183 gets the job done with precision and reliability.
At DZX, we’ve engineered this wire to make your welding process smoother. It flows well in the weld pool, reduces defects, and works like a charm in both TIG and MIG setups. Available in various diameters (0.8mm to 1.6mm) and packaged in spools or straight rods, it’s versatile enough to fit your project’s needs, big or small. Plus, it’s crafted to meet AWS A5.10 standards, so you know you’re getting quality you can trust.
The aluminum welding wire market is booming, driven by industries like aerospace, marine, automotive, and construction. Lightweight, durable materials are in high demand as companies push for fuel efficiency and sustainability. Aluminum alloys, especially those with high magnesium content like 5083, are critical in applications where strength-to-weight ratio and corrosion resistance matter. The global aluminum welding wire market is expected to grow steadily, with a focus on high-performance alloys for specialized projects. Aerospace is a key driver, as manufacturers aim for lighter aircraft to cut fuel costs, while shipbuilding leans on corrosion-resistant materials to withstand harsh marine environments.
Emerging trends include automation in welding processes and the rise of additive manufacturing, like wire arc additive manufacturing (WAAM). These advancements call for wires like ER5183 that can handle precise, high-strength welds with minimal defects. Environmental regulations are also pushing industries to adopt materials that last longer in corrosive settings, boosting demand for magnesium-rich alloys. However, challenges like heat input control and weld cracking risks keep welders on their toes, making high-quality filler metals a must.
| AWS Classification | Applications |
| ERNiCr-3 | Used for welding 600, 601, and 800 alloys and dissimilar welding between stainless steel and carbon steel |
| ERNiCrFe-7 | Suitable for welding nickel-chromium-iron alloys under ASTM B163, B166, B167, and B168 standards |
| ERNiCrFe-6 | Designed for welding steel to nickel-chromium-iron alloys, as well as stainless steel to nickel-based alloys |
| ERNiCrCoMo-1 | Used for welding nickel-chromium-cobalt-molybdenum alloys and various high-temperature alloys |
| ERNiCrMo-3 | Suitable for nickel alloy, carbon steel, stainless steel, and low alloy steel welding, primarily used for 625, 601, 802 alloys, and 9% nickel alloys |
| ERNi-CI | Used for welding commercially pure nickel, malleable cast iron, and gray cast iron |
| ERCuNi | Suitable for welding 70/30, 80/20, and 90/10 copper-nickel alloys |
| ERNiCu-7 | Used for welding nickel-copper alloys such as B127, B163, B164, and B165 |
| ERNi-1 | Designed for welding pure nickel castings and forgings, including those under ASTM B160, B161, B162, and B163 standards |
| ERNiFeMn-CI | Suitable for welding nodular cast iron, ductile iron, malleable cast iron, and gray cast iron, as well as their dissimilar welding to stainless steel, carbon steel, low alloy steel, and various nickel alloys |
| ERNiCrMo-4 | Used for welding nickel-chromium-molybdenum alloys, or for welding nickel-chromium-molybdenum alloys to steel and other nickel-based alloys |
| ERNiCrMo-11 | uitable for self-welding nickel-chromium-molybdenum alloys, dissimilar welding with steel and other nickel alloys, and also for cladding applications |
| ERNiCrMo-13 | Used for welding low-carbon nickel-chromium-molybdenum alloys |
| ENiCrMo-3 | Designed for welding nickel-chromium-molybdenum alloys, including 625, 800, 801, 825, and 600 |
| ENiCrFe-3 | Used for welding nickel-chromium-iron alloys and for dissimilar welding with carbon steel |
| ENiCrFe-2 | Suitable for welding austenitic steel, ferritic steel, and high-nickel alloys, also used for 9% nickel alloy welding |
| ENiCu-7 | Primarily used for welding nickel-copper alloys and their dissimilar welding with steel |
| ENiCrFe-7 | Ideal for welding 690 (UNS N06690) nickel-chromium-iron alloys |
| ENiCrMo-4 | Designed for C-276 alloy welding and most nickel-based alloys |
| ENiCrCoMo-1 | Suitable for welding nickel-chromium-cobalt-molybdenum alloys and various high-temperature alloys |
| ERCuNi | Used for welding forged or cast 70/30, 80/20, and 90/10 copper-nickel alloys |
| ENiCrMo-13 | Used for welding low-carbon nickel-chromium-molybdenum alloys |
| ENiCrMo-11 | Used for welding low-carbon nickel-chromium-molybdenum alloys |
| Welding Wire Type | Density (g/cm³) | Melting Point (°C) | Electrical Conductivity (% IACS) | Coefficient of Thermal Expansion (10⁻⁶/°C) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation at Break (%) |
| Carbon Steel Welding Wire | 7.85 | 1450 | 8-10 | 11.8 | 400-550 | 300-400 | 20-25 |
| Stainless Steel Welding Wire | 7.9 | 1350-1450 | 2-5 | 16-17 | 550-650 | 300-400 | 30-40 |
| Aluminum Welding Wire | 2.7 | 600-660 | >60 | 23.1 | 150-200 | 75-100 | >20 |
| Nickel Alloy Welding Wire | 8.4 | 1350-1400 | 1-2 | 13.1 | 600-800 | 400-600 | 30-40 |
| Welding Rod Type | Coating | Electrical Resistivity (10⁻⁶ Ω·cm) | Hardness (HV) | Heat Resistance (°C) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation at Break (%) |
| Carbon Steel Welding Rod | Acid coated, alkaline coated | 10-15 | 150-200 | < 450 | 400-550 | 300-400 | 20-25 |
| Stainless Steel Welding Rod | Acid coated, alkaline coated | 60-80 | 200-400 | < 800 | 550-750 | 350-450 | 25-35 |
| Cast Iron Welding Rod | Alkaline coated | 90-120 | 250-450 | 300-600 | 300-500 | 150-300 | 10-20 |
| Nickel Alloy Welding Rod | Alkaline coated | 80-100 | 200-300 | < 1200 | 700-900 | 450-650 | 20-35 |
For more other size details, pls directly contact us
ER5183 Aluminum TIG Wire shines in demanding environments. In aerospace, it’s used for welding aircraft components like wings, fuselages, and landing gear, where high strength and fracture toughness are non-negotiable. The marine industry loves it for ship hulls, decks, and offshore platforms, thanks to its stellar resistance to saltwater corrosion. Automotive manufacturers rely on it for lightweight structural parts, like frames and trailers, to improve fuel efficiency without sacrificing durability. It’s also a top pick for pressure vessels and storage tanks in the chemical and energy sectors, where welds need to hold up under high stress and harsh conditions. Even in cryogenics and railroad car manufacturing, ER5183 delivers reliable performance at low temperatures.
This wire’s versatility makes it ideal for both structural and decorative applications. Its white post-anodizing finish ensures welds blend seamlessly with the base metal, which is a big plus for projects where aesthetics matter. Whether you’re welding thick plates or thin sheets, ER5183 adapts to various thicknesses and welding setups, giving you flexibility without compromising quality.
|
Parameter |
ER5183 |
Other Aluminum TIG Wire |
|---|---|---|
|
Magnesium Content |
~5% for high strength and corrosion resistance |
Varies, often lower (e.g., 4.5-5.5% or none) |
|
Tensile Strength |
41,000 psi (as welded) |
Typically lower, e.g., 38,000-50,000 psi |
|
Corrosion Resistance |
Excellent, ideal for seawater |
Moderate, less suited for marine use |
|
Anodizing Color |
White, great for aesthetic welds |
Often darker or inconsistent |
|
Base Metal Compatibility |
5083, 5086, 5456, 5052, 5652 |
Broader but less optimal for 5XXX series |
|
High-Temperature Use |
Not recommended above 150°F (66°C) |
Some suited for higher temperatures |
|
Weldability |
Excellent fluidity, low defect rate |
Varies, higher risk of cracking |
|
Applications |
Aerospace, marine, automotive, pressure vessels |
General-purpose, less specialized |
At DZX, we’re all about making your welding projects easier and better. Our ER5183 Aluminum TIG Wire is produced with cutting-edge manufacturing tech, ensuring consistent quality and performance. We use advanced equipment to craft wire that meets strict AWS A5.10 standards, with a focus on purity and precision to minimize weld imperfections. Our production process keeps defects like kinks or waves in check, so the wire feeds smoothly every time.
We also prioritize customer support. Need help picking the right diameter or welding parameters? Our team’s got your back with expert advice tailored to your project. We offer flexible packaging options—spools for continuous welding or straight rods for precision TIG work—so you get exactly what you need. Plus, our high monthly production capacity ensures fast delivery, even for large orders, without compromising quality.
Unlike others, we focus on sustainability and efficiency. Our wire’s high weldability means less rework, saving you time and materials. We’ve also optimized our supply chain to keep costs competitive without cutting corners on quality. With DZX, you’re not just buying wire—you’re getting a reliable partner for your aerospace, marine, or structural projects.
Our ER5183 Aluminum TIG Wire stands out for its balance of strength, corrosion resistance, and versatility. It’s built to handle the toughest welding challenges, from aircraft frames to ship hulls, while keeping welds clean and durable. With DZX, you get a product that’s been fine-tuned for real-world applications, backed by a team committed to your success. Whether you’re welding for strength, aesthetics, or both, our ER5183 delivers results you can count on.
For more other size details, pls directly contact us




About Us:
Our 12,000㎡ factory is equipped with complete capabilities for research, production, testing, and packaging. We strictly adhere to ISO 9001 standards in our production processes, with an annual output of 1,200 tons. This ensures that we meet both quantity and quality demands. Furthermore, all products undergo rigorous simulated environment testing including high temperature, high pressure, and corrosion tests before being dispatched, ensuring they meet customer specifications. We also provide chemical analysis reports for every FeCrAl alloy, NiCr alloy, and other products purchased.
For all our clients, we offer timely and multilingual after-sales support and technical consulting, helping you resolve any issues swiftly and efficiently.

Client Visits
Building Stronger Partnerships

We support all kinds of testing:


What makes ER5183 ideal for aerospace welding?
Its high tensile strength (41,000 psi) and fracture toughness make it perfect for aircraft components like wings and fuselages, ensuring durability under high stress.
Can ER5183 be used in marine environments?
Absolutely, it’s designed for excellent seawater corrosion resistance, making it a top choice for ship hulls and offshore platforms.
What base metals is ER5183 compatible with?
It’s best for 5083, 5086, 5456, 5052, and 5652 aluminum alloys, especially those with high magnesium content.
Is ER5183 suitable for high-temperature applications?
No, it’s not recommended for sustained temperatures above 150°F (66°C) due to stress corrosion cracking risks.
What welding processes work with ER5183?
It’s optimized for TIG welding but also performs well in MIG welding for various project scales.
How does ER5183 handle anodizing?
It produces a white weld after anodizing, offering great color matching with the base metal for a clean finish.
What industries use ER5183 the most?
Aerospace, marine, automotive, and chemical industries rely on it for high-strength, corrosion-resistant welds.
How do I prevent weld defects with ER5183?
Use proper heat input, clean the base metal thoroughly, and adjust current (120-300A) based on plate thickness to avoid issues like cracking or spatter.

